Comment se forme la calamine sur l'acier ?
La calamine se forme lorsque l’acier est chauffé et que l’oxygène de l’air réagit avec le fer à la surface chaude. Elle se compose de couches d’épaisseur variable de différents oxydes de fer : wüstite (FeO), magnétite (Fe3O4) et hématite (Fe2O3). La forme exacte dépend du temps, de la température, de l’atmosphère et des éléments d’alliage lors de la formation de la calamine. Contrairement à la rouille, la calamine ne contient pas d’eau.
Différencier la calamine de la combustion
Selon le type d’acier et le procédé de réchauffage, entre un et trois pour cent du matériau se transforment en calamine lors de l’usinage ultérieur. Ce phénomène n’est pas négligeable. Dans le haut fourneau, la perte de matériau peut même atteindre quatre pour cent, car d’autres processus s’ajoutent à la calamine pour réduire le matériau souhaité. Dans ce cas, on parle de calaminage, car les pertes ne sont pas seulement dues au décalaminage, mais aussi – selon la définition – à la combustion, à la gazéification, à la projection ou à la scorification. La combustion indique également en pourcentage la quantité de carbone éliminée de la masse fondue. Cela est dû à la réaction du carbone avec l’oxygène ajouté dans le haut fourneau. La quantité de matière réellement perdue dépend fortement du matériau et de l’alliage.
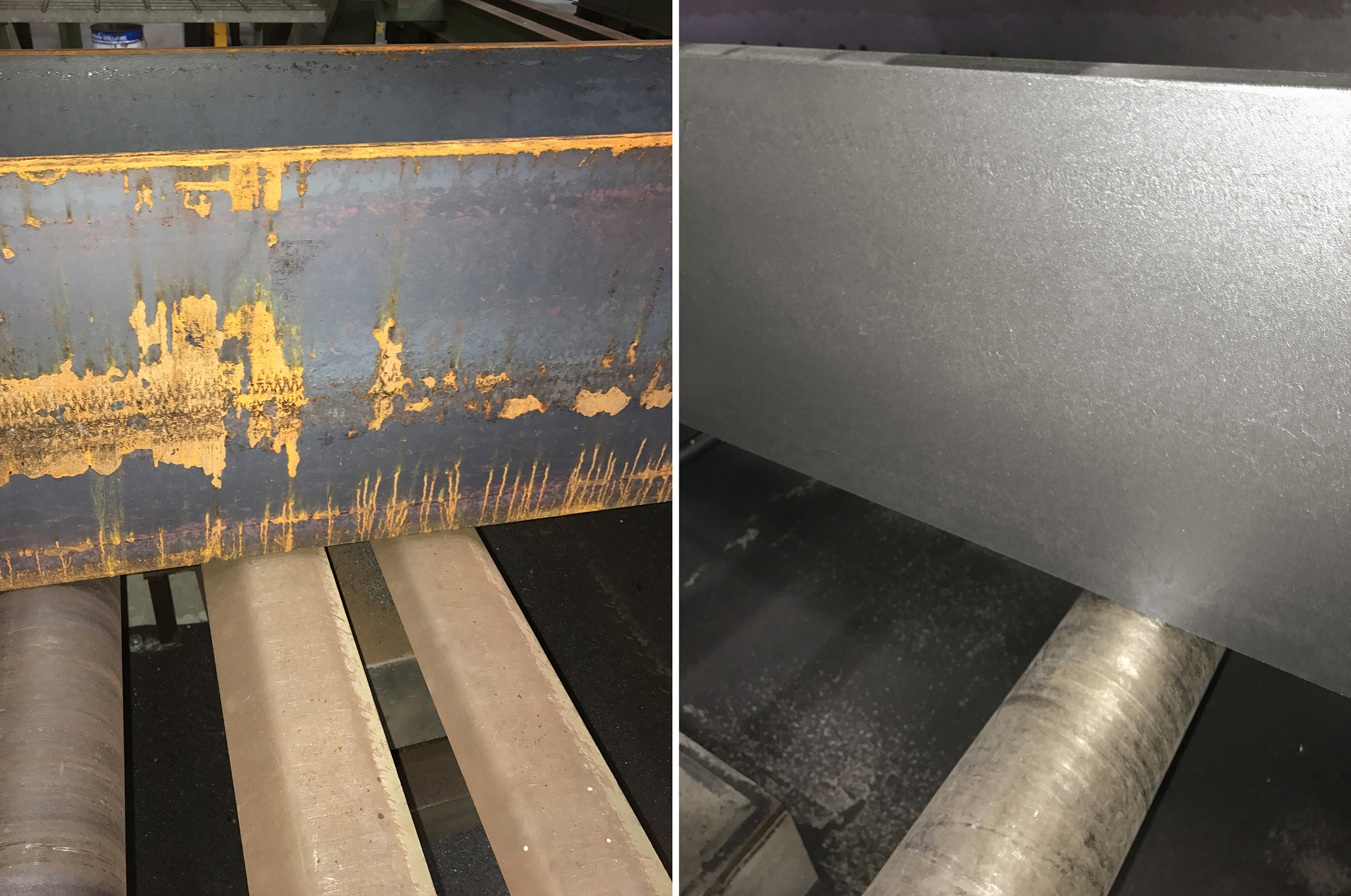
Il est facile de voir que la calamine adhère encore à l’acier : le matériau a une couleur noire-bleue – d’où le nom d’acier noir. Plus une tôle d’acier non décalaminée est épaisse, plus elle est foncée. Après le décalaminage, l’acier a toujours un aspect gris argenté.
Qu'entend-on par décalaminage et pourquoi est-ce important ?
En tant qu’élément de design, il est parfois souhaitable que la calamine reste sur le matériau. Il s’agit toutefois d’une exception, car la calamine présente des inconvénients évidents pour les autres processus d’usinage. Ainsi, elle peut être incorporée dans la pièce, par exemple par forgeage ou laminage. Cela entraîne des défauts de surface et des rebuts. De plus, la calamine provoque une nette usure de l’outil lors du forgeage.
De plus, la couche de calamine ne protège pas de la rouille. Pour que l’acier ne se corrode pas, il doit être revêtu. C’est une raison supplémentaire de décalaminer l’acier. En outre, l’élimination de la calamine permet d’obtenir une plus grande propreté lors du traitement ultérieur et une surface plus homogène.
Procédure de décalaminage : Décapage et lavage de calamine
Contrairement à la rouille, la calamine adhère relativement fortement à la pièce. Différents procédés permettent de l’éliminer : chimiques, électrochimiques et mécaniques. Le décalaminage chimique peut être réalisé par décapage. Ce procédé est par exemple utilisé pour les bandes d’acier. Elles sont déroulées de la bobine et transportées à travers un bain d’acide chlorhydrique ou sulfurique. Après le décapage, l’acier doit être rincé à l’eau. La plupart du temps, il est également plongé dans une solution alcaline afin de neutraliser l’acide. La raison : si des résidus d’acide adhèrent encore à la surface, l’acier se corroderait inévitablement. Le décapage comporte en outre un risque de fragilisation de l’acier par l’hydrogène. Lors du décalaminage électrochimique, le bain de décapage est encore parcouru par un courant électrique. Lors du décapage électrolytique, cela peut se faire de manière anodique, cathodique ou avec un courant alternatif. Tant pour les procédés chimiques que pour les procédés électrochimiques, il est important de dégraisser la surface de l’acier avant le décapage. Sinon, les agents de décapage ne peuvent pas agir sur les zones recouvertes de graisse.
Il en va autrement du décalaminage mécanique. Ici, des procédés très différents sont utilisés en fonction de la taille de la pièce. Les trains de laminage, par exemple, intègrent d’emblée des laveurs de calamine. Des poutres équipées de buses spéciales projettent de l’eau sous haute pression en biais sur la tôle d’acier laminée afin d’éliminer la calamine. En outre, différentes brosses aident à ce processus. Dans certains cas, des broyeurs de calamine sont également intégrés, qui éliminent la calamine de l’acier par déformation à l’aide de cylindres.
Méthodes manuelles pour éliminer la calamine de l'acier
Les trains de laminage présentent l’avantage de définir clairement la géométrie des pièces à usiner : il s’agit de tôles de dimensions déterminées qui, à la fin, sont enroulées sur des bobines. Il s’agit en outre d’un processus continu au cours duquel de grandes quantités d’acier sont traitées.
En dehors des trains de laminage, la situation peut toutefois être différente. Il se peut que seules de petites quantités doivent être traitées, par exemple parce qu’une livraison d’acier n’a pas été correctement décalaminée. Ou que la calamine ne doit pas être enlevée des tôles, mais de l’acier dans d’autres géométries, par exemple des barres, des baguettes, des tubes ou des profilés. Dans ce cas, il faut des outils et des installations plus flexibles.
Si l’on n’a affaire qu’à de petites surfaces, on peut s’en sortir avec des outils manuels comme une meuleuse d’angle. Comme la calamine adhère assez fortement à la pièce, il est recommandé d’utiliser des disques de nettoyage spéciaux. Ceux-ci contiennent entre autres des lamelles abrasives en céramique.
De telles méthodes manuelles sont flexibles et rapides à mettre en œuvre. Toutefois, pour les grandes surfaces et les décalaminages fréquents, l’effort devient vite trop important. C’est alors que les machines peuvent montrer leurs atouts. Pour les très petites pièces, la tribofinition peut par exemple être envisagée.
Le décalaminage par grenaillage est possible pour de nombreuses géométries de pièces
À partir d’une certaine taille de pièce, le décalaminage au moyen d’installations de grenaillage à turbines est très intéressant sur le plan économique. Si l’installation dispose d’un nombre suffisant de turbines, il est possible d’obtenir une couverture suffisante, même pour les géométries les plus complexes. Par exemple, l’aciérie d’Annahütte utilise l’une de nos grenailleuses pour le décalaminage des barres. Des convertisseurs de fréquence permettent d’adapter la vitesse de la turbine et donc la vitesse d’éjection de l’abrasif. Il est ainsi possible de contrôler l’énergie d’impact de la grenaille sur la pièce de manière à obtenir les qualités de surface requises avec un apport d’énergie minimal. En outre, cela permet de réduire considérablement l’usure de l’installation de sablage ainsi que la consommation d’abrasif.
Le sablage présente en outre l’avantage d’obtenir en une seule étape une surface complètement nettoyée et homogène. Cela permet ensuite d’appliquer une protection anticorrosion en toute sécurité. Conformément à la norme DIN EN 1090, le sablage est même exigé par les autorités de construction afin de répondre aux exigences élevées, par exemple pour les profilés de poutres en acier. Avec une grenailleuse à turbine, on est donc en sécurité dans la plupart des cas lors du décalaminage.






